Ergonomics
Ergonomics: Creating a Culture of Safety
Machine guarding and other types of safeguards won’t protect plant workers if they circumvent them or place themselves in harm’s way.


A bourbon process uses S88 Builder and shows all available information on the equipment. The Unit Panel popup for Mash Tub 2 is open and shown with the controls for the operator to easily run the process. Source: ECS Solutions, Inc.

Left: An employee using a scraper tool to agitate seasoning in a hopper performs his job with extensive reaching and bending. This was an ergonomic and quality problem because the employee’s task was too low and out of reach. Right: The solution was to bend the tip of the tool and extend it 12 inches to reduce reaching and bending. This did not increase tool weight, averted the quality issue and made the process 33 percent faster. Source: Marsh Risk Consulting.

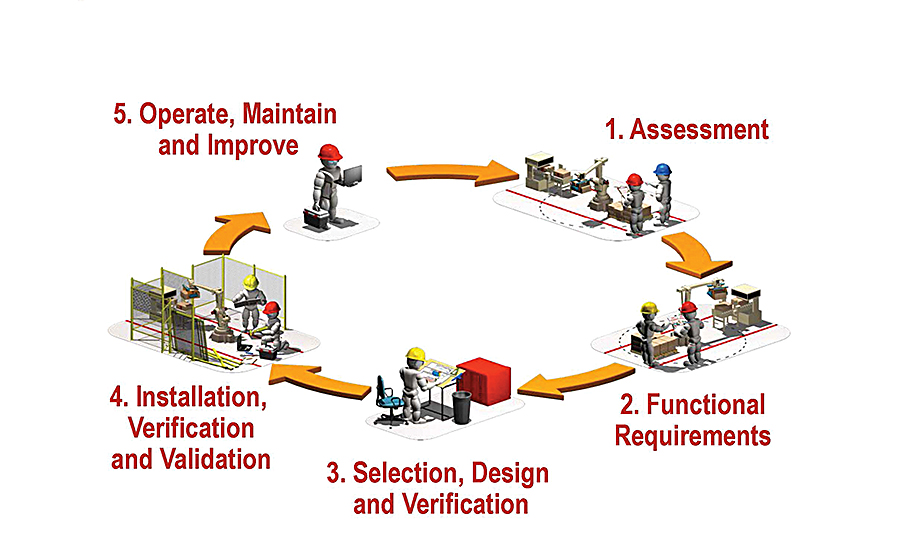
Illustrating risk assessment, the Functional Safety Lifecycle is depicted as defined by standards IEC 61508, IEC 62061 and ISO 13849. Following this lifecycle when designing machine safety systems helps ensure that engineers conduct a risk assessment as a first step. A comprehensive risk assessment helps identify and mitigate safety and ergonomic risks such as repetitive stress or heavy lifting. Source: Rockwell Automation.
It shouldn’t be news that bad work designs can spell major problems for employers in terms of lost production time, workers’ compensation claims and injuries. All of these take deep cuts out of the bottom line. But poor design can hurt you where you least expect it such as in turnover rates, damage to your brand and bad rankings in best place to work surveys. Because of these factors, ergonomic design should be a top priority for any food or beverage company.
“Ergonomics is a vital component of industrial engineering because it improves efficiency or process system performance,” says Jeff Smagacz, vice president/ergonomist, Marsh Risk Consulting, workforce strategies practice. “We try to optimize the human component of a system to take out the risk.”
Ergonomics is literally the study of people’s efficiency in their working environment, e.g., the pulling, bending, lifting, reaching or any number of physical tasks an employee is required to perform. But ergonomics is not simply a health and safety initiative; it is, or should be, an engineering initiative. A lack of good engineering has led to health and safety professionals picking up the failings of poor design and bad workstation layouts.
Article Index:
- The changing workforce
- Assessing ergonomic health
- Identify the problem
- How do you fix the problems?
- Good behavior
Even though they may not have used the term ergonomics, food manufacturers and processors have practiced and preached the “right way” or the “easier way” of doing things for decades. For the most part, automation has been successful at removing ergonomic risk factors and improving the plant environment for employees. But risk can never be fully eliminated, and there are always opportunities for improvement.
According to Smagacz, food and beverage industry managers are doing a good job of using education, training and risk assessment to build a foundation of ergonomic principles and design. However, he believes, “managers spend a great deal of time and effort on plant safety programs and training people how to find problems, but there are not sufficient management systems or protocols in place to actually fix them.”
Smagacz recalls one plant that installed a vacuum hoist on a batch deck to lift bags of drink mix into a container. But it wasn’t being used because the employees either didn’t know how to operate it, or they thought they could lift the bags faster without it. The same facility also had multiple back decks, but only one vacuum hoist, so not all employees could benefit from the assisted lift. “On one batching deck, the facility had the equipment but not the behavior modification, and on the other deck, it had no vacuum assist,” Smagacz says. In this case, as with many in the industry, the best ergonomic solution was a combination of both physical and behavioral improvements.
Perhaps the biggest concern for the food and beverage industry, though, is finding ergonomic solutions that do not impact the productivity of the equipment. “If you are trying to reduce the ergo load, and you do it at the expense of production capacity or rate, that’s a difficult trade-off to make,” observes George Schuster, senior industry specialist, Rockwell Automation.
Schuster adds that the industry must see past this perceived downside in productivity when it comes to implementing solutions. “It’s not always true that a safer system is a less productive system,” he states.
The changing workforce
The food and beverage industry landscape is changing and so is the workforce. Many of these employees are older and possess varying abilities when it comes to interacting with technology.
With age comes a myriad of health issues. Joints, vision, hearing, force generation, environmental sensitivity, mobility and information processing can all be compromised. However, these changes affect everyone differently.
In addition, many American workers are struggling with obesity, so much so that it has become necessary for food plant health and safety experts to address it and implement design changes that accommodate more girth.
The makeup of the workforce also is changing, with more immigrants joining its ranks each year. Due to a language barrier, ergonomic lessons and behavioral modification programs might be lost on some workers.
“Immigrants make up about 15 percent of the [US] population,” Smagacz notes. “If we are driving a behavioral-based approach with training in English, these foreign-born workers may not understand, and the message might not be received.”
Ergonomics is also challenged by generational issues in the workplace, where everyone from an 18-year-old to a Vietnam War veteran might be working side by side. These two groups have different worldviews, thus a different understanding of and response to health and safety risks.
Assessing ergonomic health
With possibly hundreds of employees completing different tasks on dozens of unique pieces of equipment, processors may feel overwhelmed and shelve ergonomic improvements—until an injury occurs.
“When is the best time to implement an ergonomics plan in your facility? The day the plant manager returns from back surgery,” Smagacz jokes. “Seriously though, I think the answer is when it becomes personal.”
One way to get plant managers to take ergonomics seriously is to build a business case demonstrating the true cost of injuries compared to the facility’s output. For example, Smagacz worked with a beverage manufacturer that calculated it cost the company 30 cents to produce each gallon of product. Through some analysis, the company identified that of that 30 cents, a nickel, or nearly 17 percent of production costs, was spent on health and safety concerns.
“If you can build a business model to demonstrate these costs, they will be perceived as a waste that can be eliminated,” Smagacz says. So when the decision to make improvements has been made, how do you assess the problem? Schuster says it’s best to identify the reasons why an employee would bypass a safety function. “For instance, you need to think, ‘How can we engineer something so it’s the easy way, and the easy way is designed in?’” Schuster says.
“But you’re not always going to need an engineering tool here,” Schuster adds. “There may be a different option.”
Identify the problem
To fix a problem, you have to know it exists. OSHA’s website has a number of resources, including injury report records, case studies, hazard analysis, training programs and educational studies, to help companies get on the right track.
OSHA recommends periodic reviews of a facility, including specific workstation design, work practices and overall production process, as well as significant worker involvement. Observing work conditions and utilizing surveys and worker interviews also can help identify potential ergonomic issues.
For instance, risk factors for developing a musculoskeletal disorder include:
- Exerting excessive force
- Performing the same or similar tasks repetitively
- Working in awkward postures or being in the same posture for long periods of time
- Localized pressure on a body part
- Cold temperatures
In addition, OSHA advises observing workers to see if they are:
- Modifying their tools, equipment or work area
- Shaking their arms and hands
- Rolling their shoulders
- Bringing products such as back belts or wrist braces into the workplace
Schuster says another good place to start is with a review of your company’s injury rates, repetitive injury rates and where these stresses occur.
CDC’s National Institute for Occupational Safety and Health website is a valuable resource for loading up on research and information on ergonomics as it relates to different injuries. CDC also includes comprehensive studies examining the exposure response relationship between physical risk factors and musculoskeletal disorders including quantifying measurements of risk factors and assessing symptoms. These are broken down into categories of upper extremity and lower back.
Other resources include studies on posture assessment and tips on selecting the best hand tools. Another publication provides guidelines for manual materials handling, tasks CDC says account for one of the largest percentages of musculoskeletal disorders.
Each year, OSHA awards grants to nonprofit organizations through the Susan Harwood Training Grant Program. The purpose of these grants is to provide training and education for workers and employers on the “recognition, avoidance, and preventions of safety and health hazards in their workplaces,” OSHA says. This year alone, OSHA awarded $10.5 million in grants, and since 1978, more than 2.1 million workers have been trained through the program.
Through these grants, researchers at the Georgia Tech Research Institute Occupational Safety and Health Program assembled training course materials for employers and workers in the poultry industry. These courses address everything from ergonomic basics and risk analysis to ergonomic programs and workstation design.
How do you fix the problems?
Once ergonomic problems have been identified, managers must find the right solutions. According to OSHA, there are three types of solutions: engineering controls, administrative and work practice controls, and personal protective equipment.
Engineering controls are the most desirable or effective, followed by administrative and work practice controls where engineering is either impractical or impossible. OSHA recommends these secondary controls when different procedures are needed after implementation of the new engineering controls. OSHA views personal protection equipment solutions as the least effective that should be used as a last option. These solutions include good fitting gloves in cold conditions or using padding to avoid direct contact with hard, sharp or vibrating equipment.
Smagacz recommends three strategies for manufacturers to control ergonomic risk exposure:
Data-driven: Through task analysis, expand assessments to encompass physical and cognitive exposures.
Design-focused: Use design guidelines and checklists that incorporate a wider population range, including aging, obesity and cognitive parameters.
Retrofit-motivated: Focus on Kaizen activities in existing work areas to continuously and methodically reduce exposures and improve workstation compatibilities.
Another tool manufacturers can use to improve ergonomics is risk assessment—a process that identifies exposures affecting safety and profitability by talking to operations personnel and touring the facility to get a feel for each plant’s unique environment.
Rockwell’s Schuster believes task-based risk assessment is also a crucial component to safety. However, many food and beverage manufacturers are failing “to formally analyze tasks and hazards as part of the machine design cycle,” he says. “If you don’t analyze or identify them, you have very little chance of designing them out of the manufacturing process. Some manufacturers also are failing to mitigate hazards like a repetitive stress injury.”
In addition to offering risk assessments, Rockwell offers design consulting to engineer proficient processes by utilizing a hierarchy of production measures. To improve ergonomic health, the company has devised the Safety Maturity Index (SMI) to measure the effectiveness of three key elements of safety performance: culture, compliance and capital.
According to Rockwell, the “SMI is a comprehensive measurement of performance in safety culture, compliance processes and procedures, and capital investments in safety technologies. It helps companies understand their current level of performance and steps they can take to improve safety and profitability.”
“One of the things we have discovered over time is that a comprehensive safety approach addresses the cultural or behavioral elements, procedural elements and processes that take place, as well as the technologies you use,” offers Steve Ludwig, manager of global marketing programs for Rockwell.
Good behavior
When Safety Director Chris Bunch joined Stellar, it was running a compliance safety program that emphasized the need to provide a safe worksite. Bunch changed this to a behavioral-based approach. “With this kind of approach, you still want to maintain compliance and a safe worksite, but you are trying to change behavior and have employees take ownership in safety,” he explains. “You give everybody an equal right in identifying hazards and stopping work. You want them to not only be safe on the job site but to take that safety home with them.”
Stellar has taken a number of steps to reinforce good ergonomic behavior including a variety of incentive programs that honor workers for going above and beyond their job descriptions. One corporate safety incentive program works on a point system where employees can use the points they have accrued to purchase items in the Stellar store. The goal, Bunch says, is to have employees correct a hazard, even when it exists outside their network. “We want to promote a message: When you see something, speak up.”
When applying a behavioral-based approach to ergonomics, it’s important to implement it with more than training programs, according to Smagacz. “After a high investment in training, you’ll have well-qualified assessors and a very knowledgeable workforce, but you will have limited results in long-term participation,” he says.
This is where Kaizen events come in. At Smagacz’s Kaizen workshops, teams are taught to take immediate action to improve work processes through easy, inexpensive, impactful and sustainable improvements. When employees engage in Kaizen improvements, not only are they equipped to identify issues, they learn a platform so they can go out and fix them.
But, sometimes behavioral modification isn’t the best option. Of all the Kaizen events he has participated in, Smagacz says the behavioral improvements were limited to 25 to 30 percent of the continuous improvements.
“I can teach you all day long to lift with your legs, not with your back, to get that 50-pound box off the floor. But the questions are: ‘What is the best lifting technique? Do you bend at the knees or at the back?’ The answer is: Don’t store the box on the floor to begin with,” Smagacz says.
When it comes to engaging workers in behavioral improvement programs, Schuster finds the most effective solutions are collaborative, with employees being asked directly how they would make their jobs faster or easier. “These collaborative approaches aren’t top down. Anything that solicits feedback and actively engages workers will be much more effective,” Schuster says.
Beyond behavioral modifications and physical improvements such as adding or retrofitting equipment, there are other ways to improve operator safety.
When assessing risk, the first response to an issue should be to mechanically design it out, followed by mechanically guarding it, says Randy Otto, vice president of ECS Solutions, Inc. and CSIA member. The company also should control the issue. For ECS, this means developing a process control solution to minimize the need for an operator or technician to engage with or be around the physical equipment.
“We do not design the physical equipment, but that does not mean we are not concerned about the operator’s safety or that we cannot do anything about it,” Otto says. “We like to think that we are virtualizing the equipment and allowing the operators to work on the virtual equipment.”
Some programmers focus on developing a user interface to give the operator the minimum controls required, reducing an operator’s programming time, effort and cost.
But Otto says ECS uses a standard solution to simplify screens while allowing the user to drill deeper for virtual access to the equipment. “We place every piece of information within the process control system into data and present it in filtered views to the operator to maintain simplicity,” Otto explains. Through this approach, Otto says operators can dedicate their focus to the process instead of the equipment, reducing mistakes and increasing quality. “The operators’ time around the physical equipment is minimized by allowing full access to the equipment virtually; our software can warn operators of dangers and prevent mistakes from happening.”
ECS’s solution, the S88 Builder, is a program that runs any process. Otto describes its use in pipe animation: “We show when a pipe is charged and when the material is evacuated. The operator not only knows if the pipe is not clean, but also what material was run through it last. We give the operator every piece of info we can about the state of the equipment so he or she can stay in the control room where it is safe.”
The program uses a process-focused HMI for intuitive operation. The solution is also consistent from one device to another and contains a built-in alert feature that navigates the operator to the alarm or event requiring attention.
“Safety and ergonomics should be evaluated in every circumstance. However, designing a solution into the equipment always seems to be the best choice to protect the operators,” Otto says.
Whatever the solution, there will be no change in terms of safety and employee comfort if ergonomics isn’t a priority. Sometimes, it just takes small steps in the right direction, and the workforce will respond and adapt to the changes that simplify their jobs. But, to find the solution, Otto says it’s often best for engineers “to stop telling operators what is better for them and start listening, watching and showing.”
For more information:
Chris Bunch, Stellar, 904-899-9810,
cbunch@stellar.net, www.stellar.net
Jeffrey A. Smagacz, Marsh Risk Consulting, 615-289-4479,
jeffrey.a.smagacz@marsh.com, www.marsh.com/us
Randy Otto, ECS Solutions, Inc., 812-479-5170 x503,
randy.otto@ecsolutions.com, www.ecssolutions.com
George Schuster, Rockwell Automation, 440-646-3434,
gkschuster@ra.rockwell.com, www.rockwellautomation.com
Steve Ludwig, Rockwell Automation, 440-646-3434,
swludwig@ra.rockwell.com, www.rockwellautomation.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!