Dairy Processing
Tech update: Dairy processing




Although the demand for fluid milk in the US has tapered off, it has increased in countries that often lack refrigeration. In fact, world milk production is expected to increase by 19 percent through 2020, according to a recent PMMI survey, 2013 Dairy Industry—A Market Assessment. And over the last decade, retail purchasers’ eating/drinking habits have gradually shifted toward single-serve portions that can be consumed on the go, as well as healthier choices; the perfect example is the meteoric rise of Greek yogurt. Without a doubt, if your primary dairy market is fluid milk in the US, you’re probably already contemplating some immediate changes, if you want to stay competitive.
Which way(s) to proceed? It depends on your ultimate goals—which markets you want to reach and how efficiently you want to operate. While many factors will influence your decisions, the tools are available to help you succeed, and you can implement as few or many as you can afford to put in place. But, one look at any of the new Greek yogurt plants (e.g., FAGE or Chobani) reveals these facilities are almost totally automated and center around making a single product—Greek yogurt and its variations.
While there are still many multi-product facilities, the trend today for dairy processors is to specialize in specific products at certain locations, according to Bent Oestergaard, SPX Flow Technology director, global marketing, food and beverage. Some locations specialize in fluid milk products. Some produce yogurts and other fermented products, while others make dry powders.
“Specialization in one product seems like the fastest track to achieve brand recognition in today’s market, and we have all watched success stories that have started this way,” says Fabricio Braga, Boccard Life Sciences director of operations. “But one day, the competition will come after you, so established processors will branch out to other product lines, i.e., Greek-style and traditional yogurts, drinkable yogurts and other dairy-based beverages, ice cream and frozen yogurts, cream desserts, specialty cheeses, etc.”
Besides functional, high-protein beverages and specialty cheeses, the dairy industry is heavily influenced by the huge opportunities in the export market, especially in China, says Jean-Pierre Berlan, Tetra Pak Processing US market area leader. “The US industry has a large potential to respond to the global demand for dairy products such as skim milk powder, aseptic milk and cheese.”
UHT/ESL solves shelf-life issues
According to the PMMI study, US dairy farms produced a record 200 million gallons of milk in 2012, enough milk to export some of it worldwide. While most dairies are set up for conventional pasteurization (HTST, high-temperature, short-time), this cold chain cycle severely limits the geographical distribution of their products and exports for certain products.
According to Christian Fitsch-Mouras, Boccard Life Sciences US CEO, much of Europe and the rest of the world have been using aseptically processed ESL (extended shelf-life) milk, which travels in the supply chain and can be stored at room temperature until opened. In Europe, for example, refrigerators are smaller and simply don’t have space for gallons of conventionally pasteurized milk, which must be kept refrigerated. In addition, single-serve containers of ESL milk are ideal for areas of the world that lack refrigeration.
Changing supply chains have also played a role in fluid milk distribution. The concentration of production facilities (fewer but bigger facilities serving larger areas) and the increase of distribution range call for longer shelf-life products, perhaps contributing to a growing interest in ESL/aseptic technology.
ESL milk is pasteurized typically through an ultra-high-temperature (UHT)/rapid cool-down process, which has been slow to catch on in the US since some people complain about a slight taste change. But for dairy exporters, UHT/ESL liquid milk could be an economic lifesaver.
Philip Frechette, JCS Process & Control Systems Engineering president, calls UHT/ESL pasteurization a growing trend among his dairy customers. “The issue with UHT is how it affects the product quality,” says Frechette. “With processing at temperatures above 280°F, there is a risk of product burn or degradation. But with a direct steam injection process, the product is only at these elevated temperatures for four seconds, then flash-cooled in a fraction of a second.” Frechette’s company, an integrator and machine builder, developed what it calls the UltraSys processor, which, according to Frechette, maintains product flavor while extending the date code out to 90 days. (If a processor uses the unit in conjunction with an aseptic filling system, date codes can be extended to a length of one year.)
The increased productivity and lowered costs achieved by combining processing steps is one reason UHT processing is catching on. “A recent example is the provision of a one-step UHT plant for a major milk producer in South Africa,” says SPX’s Oestergaard. “This automatic, continuous process has the potential to increase plant running time, extend production capability and reduce the required amount of CIP.” In addition, Oestergaard says the facility is designed to optimize the use of recycled heat to lower energy usage.
Time for an equipment upgrade?
Due to the competitiveness of the liquid pasteurized milk market, and its unfortunate US decline since the ‘80s, investment in this industry has been limited, says Tetra Pak’s Berlan. “More often, it relates to industry consolidation, building larger plants and closing smaller ones. The industry, also has invested more in fast-growing products such as UHT/ESL, yogurt or cheese.”
However, most mid-sized dairy processors have room to improve and/or update their facilities, according to Boccard’s Fitsch-Mouras. “It is surprising how many of them are still working with flow panels and hoses because they consider valve manifolds too expensive.”
Equipment upgrades and investments in new technologies vary by processor. “Some companies, particularly those that work on line extensions, are seizing the opportunity to put in new equipment and technologies such as UHT/ESL and aseptic PET/HDPE fillers,” says Bill Sander, Hixson senior vice president and project manager. “Investment in such technologies is driven by benefits such as a longer shelf life and higher productivity, as well as the resulting lower cost of goods sold.”
Unfortunately, there is still a “wait until it breaks” mentality when it comes to changing out processing equipment. “The majority of upgrades that do occur are control system related, while the mechanical portion of many processes tends to remain unchanged until failure,” says Robert Price, Seiberling Associates senior project manager. However, most dairy producers do see the advantages of automating their equipment, says Price. “A prime example of this is the increased use of mix-proof valves.”
Back in the ‘90s, when mix-proof valves were introduced to dairy producers, it was a very hard sell to include them in a design; they were at least three times as expensive as a single-seat valve, and operators were comfortable using transfer panels and swing connections for isolation, Price recalls. “Today, I would say at least 90 percent or more of new installs and expansion work utilize mix-proof valves.” Recently, Seiberling updated one large fluid milk facility and replaced all the transfer panels from the pasteurized tanks to the fillers. “Product shelf life was increased, and a weekend production shift was reduced due to the time savings accrued throughout the week related to the elimination of process and CIP hookups,” says Price.
Since technologies and the methods of production have not changed that rapidly, processors have tended to put off many equipment upgrades, says Wallace Wittkoff, Pump Solutions Group director global segment management—hygienic. However, the availability of new pump technologies that dramatically improve yield (such as those that optimize product recovery from transfer lines, showing an ROI of just a few months) may change that mind set. This was the case at a large South American yogurt company, where the possibility of improved yield was the catalyst for complete modernization and increased capacity of the plant. The yield improvements realized in the transfer lines alone helped pay for a portion of the overall upgrade/expansion project.
A variety of pump applications maximize product yield by preventing product loss during production and transfer. One application solution, according to Kevin Tyrrell, Fristam Pumps Northeast regional sales manager, is a liquid ring pump (like the Fristam FZX) that ensures milk tankers are completely emptied of the milk including foam; it also works for aerated ice cream mix as it’s pulled from tanks. Another pumping solution is a Model FKL positive displacement pump that transfers cheese curd, reducing the fines and fat losses associated with curd transfer.
“Those with the vision and ability to invest in new technologies and upgrades to their manufacturing facilities soon realize they are able to distance themselves from the competition by being more efficient and reducing their production costs,” says Boccard’s Braga. Processors need to realize there are upgrade opportunities for every budget, and it’s possible to become more efficient without breaking the bank.
“I must say some plants, although they may not have been upgraded for decades, are well maintained and able to perform very efficiently,” adds Braga. “Those plants usually compensate for their outdated process equipment with skillful, dedicated personnel who are usually with the plant for as long as it exists and know how to get the best out of the equipment. The question is: What happens when they retire?”
Mechanical improvements
Pump and valve manufacturers have made improvements to their devices, as well as how the equipment is maintained. “In the past several years, the pump and valve manufacturers have been offering lines that share common wear parts, which helps reduce maintenance inventory,” says Seiberling’s Price. “There are also many more control options for pumps and valves, allowing for better control of processing systems.”
Eliminating mechanical seals in pumps also provides an important advantage, according to Wittkoff. Traditionally, pumps handling dairy products have needed double mechanical seals and incurred considerable water costs for flushing them. Feedback from two different processors has shown seal water per pump represents a cost of between $10,000 and $15,000 per year. But eccentric disc pumps have no seals, so the need for seal water flushing and its expense are removed.
In addition, size matters. At least it does in efficiency calculations. The more product you move, the more efficient you can be—starting with pumps. “We’ve seen an increase in the need for large-capacity sanitary pumps,” says Fristam’s Tyrrell. “Especially popular in cheese curd production, rotary positive displacement pumps like our large FKL series pump can move two gallons of product with each revolution and withstand differential pressures up to 300 psi. Our larger-capacity centrifugal pumps can pump up to 2,000 gallons per minute, which is necessary as filtration systems become increasingly larger.”
“The larger, the better,” says Tetra Pak’s Berlan. “Key components such as separators, heat exchangers, etc. are constantly [being] researched for higher capacities.” Efficiency matters as well. “We are consistently improving our cheese vats to deliver the highest possible yield for cheese making,” Berlan continues. The same could be said for membrane filtration systems (for Greek yogurt or high-protein concentration), concludes Berlan. Finally, there is a dimension of operating cost—developing equipment that can produce for longer periods between CIPs. The longer the uptime, the more efficient the plant is. For instance, today’s UHT system can run much longer between cleanings than the system of 10 years ago, says Berlan.
While JCS Process & Controls Systems Engineering is not a manufacturer of equipment, it does design and build systems. For instance, its UHT energy-balanced steam injection system delivers a product that, according to Frechette, “scored equal to or better than fresh milk” in taste tests. Frechette says the emphasis on equipment design has been in the area of standardization, such as an inline blending system that not only works on dairy products, but others as well, e.g., edible oils, mayo, juice and alcohol. “Our standardizing systems are not basic ratio blending,” explains Frechette. “They are proprietary algorithms that operate on the mass or volume balance principle.”
Paving the way toward automation
Pumps, valves, sensors and actuators are the basic elements of a control/automation system, and they shouldn’t be taken for granted. “The key to good automation is having hardware that works well with automation,” says PSG’s Wittkoff. “In the case of pumps, maintaining low slip under a broad range of process conditions [low/high/viscosity/pressure] is key to establishing fast and precise responses from automation hardware or software.” Besides having the right qualities in a pump, having the right or enhanced data on pump performance under all variable conditions helps automation engineers optimize the application solution. According to Wittkoff, key data automation that engineers might need for a pump application includes dry vacuum and dry compression for pumps when running dry.
“There is no doubt advanced automation has produced a much higher level of food safety,” says Berlan. “But it brings additional benefits such as the reduction of product losses. A wider use of sensors and software development help predict the need for CIP and can trace the interfaces between milk and water used for flushing these lines.”
“Automation with mix-proof valves has increased product quality by keeping human hands out of the process and minimizing product contact with the atmosphere,” states Seiberling’s Price. “It has also reduced downtime in many installations; there is literally zero time between process and CIP.”
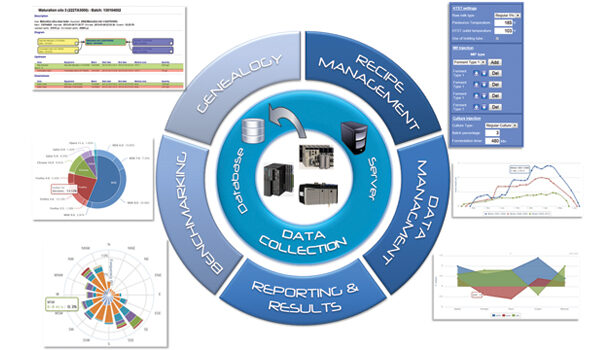
“There are the obvious benefits to using automation including reducing cycle times and minimizing operator mistakes,” says Boccard’s Braga. “Whenever you replace a hook-up station with an automated mix-proof valve cluster, you increase reliability [also food safety] and cut downtime. But the use of automation goes beyond that. More and more processors are looking for solutions to collect and manage data from their processes and finding innovative applications.” Batch genealogy and the traceability of ingredients and final product are important, and sometimes even mandatory. But the benchmarking and reporting of different process variables and parameters give production supervisors the ability to make better use of their equipment and increase efficiency, according to Braga.
Of all the data collected in a process, perhaps the most important is the thermal data that shows HACCP conditions were met. “Intelligent controls are being installed to take full advantage of process lethality, optimizing the thermal process,” says Rick Eleew, STOCK America business unit manager, sterilization systems. “Reduced cycle times allow for capacity and quality increases and the ability to create specific formulations.”
Having advanced controls work behind the scenes and produce readily understandable results on HMI screens for operators also is vital. “For example, we have developed and implemented a feed-forward approach to UHT controls,” says JCS Engineering’s Frechette. “This utilizes our proprietary feed-forward algorithms with feedback trim to allow for an optimized energy balance and accurate control. We also provide our customers with data tracking and reporting for all critical control points. Our HMI screens are intuitive and user friendly, [built] with operations and maintenance in mind.”
Speaking of maintenance, there is a trend to provide performance monitoring of critical system components to detect the warning signs of wear or other issues, says SPX’s Oestergaard. This allows maintenance to be planned accordingly, with minimal impact on production schedules. “It also reduces unnecessary maintenance, for example, reducing the frequency of oil changes and increasing bearing life, thus minimizing downtime while ensuring the process remains optimized and reliable.”
Automation software should also extend to maintenance and the business side. According to Seiberling’s Price, “Some of our automation features include product and ingredient tracking [traceability] from receiving through to the final package; operator screens that show all process interlocks, saving on calls to the maintenance staff; and security-protected maintenance controls to allow troubleshooting and maintenance without getting into the PLC.” In addition, Seiberling provides historical trending and the capture of process event data in a data historian. “We have also been providing software interfaces to ERP systems such as SAP for product traceability and product loss tracking,” adds Price.
“Today, we can link information collected at the plant floor seamlessly into the processor’s ERP, making it accessible to all relevant users,” observes Boccard’s Braga. “Scheduling, inventory management, maintenance, finances—everyone can use historical and real-time data from the process to improve how they go about their tasks. Our OPTIBOX CIP optimization tool, with its special sensor and algorithms, is another example of automation improving dairy processing operations. With it, you can prove statistically that you repeatedly perform efficient cleaning of your equipment with optimized times.”
Save water, save money
Water, for use as an ingredient and a waste stream, is one of dairy processing’s biggest concerns, says Hixson’s Sander. In the past, a large portion of a processor’s needs were met by the water that came with the raw milk. But since many dairy processors now make additional products (e.g., dairy substitute products) that require water to be added as an ingredient, they need to have access to a large supply of high-quality water. Plus, batching, blending and cleaning with newer high-speed production systems increase the demand for higher flow rates and volumes. Yet municipalities are placing more and more restrictions on how much water they can supply. As a result, more processors are choosing wastewater discharge systems based on their effluent discharge strengths, characteristics and flow volumes. According to Sander, more plants are using meters to monitor and manage water usage and are increasing operator awareness of the consequences of their decisions. “It adds another worthwhile metric to the goal of optimized performance.”
Water consumption can be cut in many ways. “Traditionally, it used to take two gallons of water to produce one gallon of milk, which included the water used for cleaning, cooling, flushing the lines, etc.” says Tetra Pak’s Berlan. “Over the years, this ratio has changed slowly, especially with new plant designs. Now, we are typically below the one-to-one ratio and gradually moving toward lower ratios. The most important factors are still not in the equipment design; they are in the business model of the dairy plants. What size is the plant, and how many different SKUs are produced daily or weekly? Large plants produce few SKUs with little product changeover and, therefore, consume much less water. Beyond that, advanced automation and/or membrane filtration are very good tools to reduce product losses.”
“The bulk of water consumption in a dairy plant comes from cleaning the process equipment and piping,” says Boccard’s Braga. “So, water usage can be minimized by designing equipment and piping that are easier to clean, minimizing piping lengths and breaking down the cleaning circuits into smaller paths that can be washed individually.” Other ways to cut water usage in CIP systems include installing a water recovery tank and using the recovered water for the first rinse; fine-tuning CIP dispatching; and monitoring CIP parameters to ensure there is no drift. Water also can be reclaimed through processes such as reverse osmosis (RO), which concentrates whey and recovers water for general use throughout the facility.
Indeed, equipment providers and system integration engineers have done much to reduce water usage. “We have successfully reduced the reclaim and waste from our systems down to 20 gallons or less on our 125 gpm UHT processors,” says Frechette. “We do this through managing all levels in the process system, using separate balance tanks for product and water, and accurately metering the changeover of the process.” Another savings comes from designing the UHT process to use a minimal amount of water in the cool down of SIP, without extending the cool-down time, adds Frechette.
“Many of the plants we have visited in the last several years have cut water usage by 30 to 50 percent simply by optimizing CIP, implementing cleaning protocols and upgrading their CIP systems with new technology,” says Seiberling’s Price. Processes designed to accommodate extended production runs reduce water usage by extending CIP cleaning frequency requirements, adds Price.
Cutting wasteful water usage saves energy in many ways. After all, water that’s not used isn’t pumped, heated or cooled, all of which consume energy in one form or another.
For more information:
Bill Sander, Hixson, 513-241-1230, www.hixson-inc.com
Fabricio Braga, Boccard Life Sciences, Inc., 281-269-6020, fbraga@boccard.com, www.boccard.com
Jean-Pierre Berlan, Tetra Pak Processing, 847-955-6000, jeanpierre.berlan@tetrapak.com; www.tetrapak.com
Philip Frechette, JCS Process & Control Systems Engineering, 585-227-5910, phil@jcs.com, www.jcs.com
Christian Fitsch-Mouras, Boccard Life Sciences, Inc., 281-269-6020, cfitsch-mouras@boccard.com, www.boccard.com
Robert Price, Seiberling Associates, a Haskell Company, 614-764-2817, bob.price@seiberling.com, www.sieberling.com
Wallace Wittkoff, Pump Solutions Group, 630-487-2240, wallace.wittkoff@psgdover.com; www.psgdover.com
Kevin Tyrrell, Fristam Pumps, 800-841-5001, ktyrrell@fristampumps.com, www.fristampumps.com
Rick Eleew, STOCK America, 919-661-1911, ricke@stockamerica.com, www. stockamerica.com
Bent Oestergaard, SPX Flow Technology, +45 8922 8236, bent.oestergaard@spx.com, www.spx.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








