Manufacturing News
Think critically about maintenance
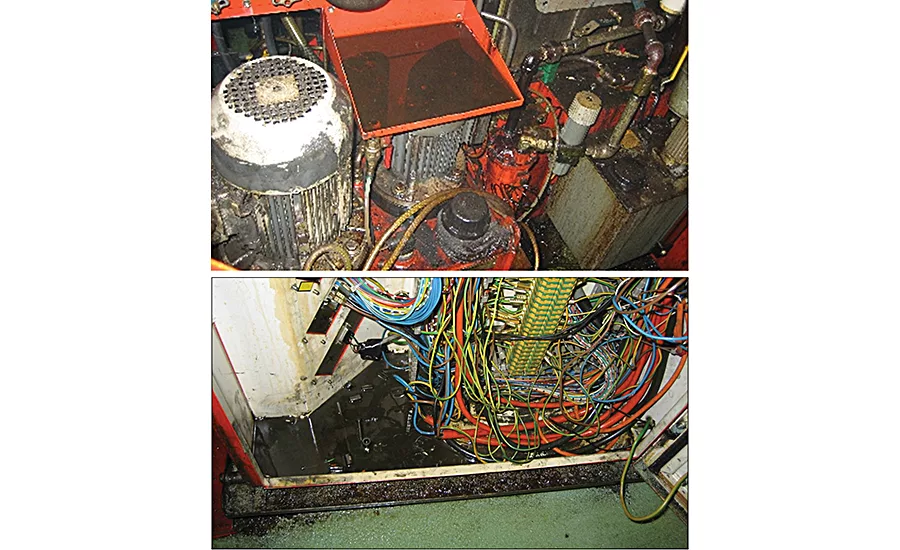
Maintenance installs a drip pan (top) to catch oil leaking in this machine. When this quick fix is forgotten, the pan overflows, and oil spills into the controls (bottom), damaging them and downing the line for a week. Source: FE.
For the last 15 years, Mike Trainor, SKF manager, asset reliability consulting, has seen it all when it comes to maintenance. Over the years, he has compiled many tales of maintenance woes (and some successes), as well as more than 100 reliability-centered maintenance (RCM) studies. He’s logged all of these into his computer and analyzed them so thoroughly that, to hear him speak, it would seem he’s lived each story with those he interviewed and consulted, sharing their pain and victories.
During SKF’s annual Technical Press Day in Philadelphia, Trainor explained the roadmap to maintenance success—as well as keeping your plant up and running—starts with four basic principles. “It’s [first] about universal agreement on your business’s critical criteria and then taking the same path forward.” The second principle—and probably the most critical—is understanding how an asset (e.g., motor, machine, control valve, etc.) fails and the failure’s effect on production. Third is prescribing maintenance to detect, prevent or eliminate an asset’s failure. “Fourth, learn from what you’ve done and know what it means to take action,” concludes Trainor.
The first principle is where many manufacturers face their production downfall, despite the best intentions of the maintenance department to keep equipment running, and the operations department, whose mission is to keep producing product. “At the heart of the principle is working together to accomplish a common goal,” says Trainor.
To illustrate what happens when people aren’t on the same page, Trainor recalled a situation at one facility that he’s seen repeated all too often. An operator reports to his supervisor an oil leak on a critical machine. Maintenance picks up the complaint and asks the operator to shut down the machine for an hour, so the leak can be repaired. The operator says he can’t shut it down because he has to meet the day’s production demands and asks whether the maintenance person can do a temporary fix.
Being skilled and very clever, the maintenance mechanic designs and constructs an oil catch pan with a drain, valve and hose to make it easier to drain the leaked oil from the pan. The machine keeps running, and the oil is captured. For the next couple of days, the maintenance technician drains the oil that has collected in the pan, and things go well—until repairs are needed elsewhere, and two technicians call in sick. Meanwhile, no one else has collected the oil; the drip pan has overflowed, spilling into control equipment and wiring, causing extensive damage to the machine controls. The repairs take five days, during which the entire line is down.
“All the operator had to do was give the machine to the maintenance guy for one hour,” says Trainor. “But instead, they chose to be down for a week. This is a classic lesson in work priority. And that’s what asset criticality can help us with—do the things that are most important to us today, in order to achieve the goal that we have in mind at the end of the rainbow. Would it have been worth it to shut the machine down for an hour? Probably, right? But this is our reality in maintenance. I see it every day.”
“Then, how do we make an impact on the overall organization from the ground level up? Scalable targets. By understanding the links between what we do in our everyday work, we can better understand our contribution to the business,” adds Trainor. And once management, operations and maintenance get together to rank and prioritize impacts from potential and real asset losses, catastrophic failures can be prevented or eliminated.
Companies must understand how an asset fails, know the consequence(s) of a failure and how a failure will affect production and business targets. This understanding also includes managing risk and knowing the probability of failure.
For business-critical assets, failure is not an option, states Trainor. Consequently, companies need to determine what must be done to ensure asset reliability and productivity. They also must realize time to failure can be prolonged by preventive and predictive maintenance. Plus, they must identify dominant failure causes and determine how maintenance tasks can detect or prevent a failure.
For less or non-critical assets, run to failure may be acceptable, as long as replacements are quickly available, and production is not threatened. In these situations, sensible maintenance activities can be deployed to manage non-critical assets.
Finally, Trainor suggests redefining “failure” as “equipment not performing intended function” or simply as functionally failed. Redefining failure in these ways provides some reaction time.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






