Engineering R&D
Wireless sensors help maintain the ideal environment
Wireless sensors can help processors manage temperature, humidity levels in plants


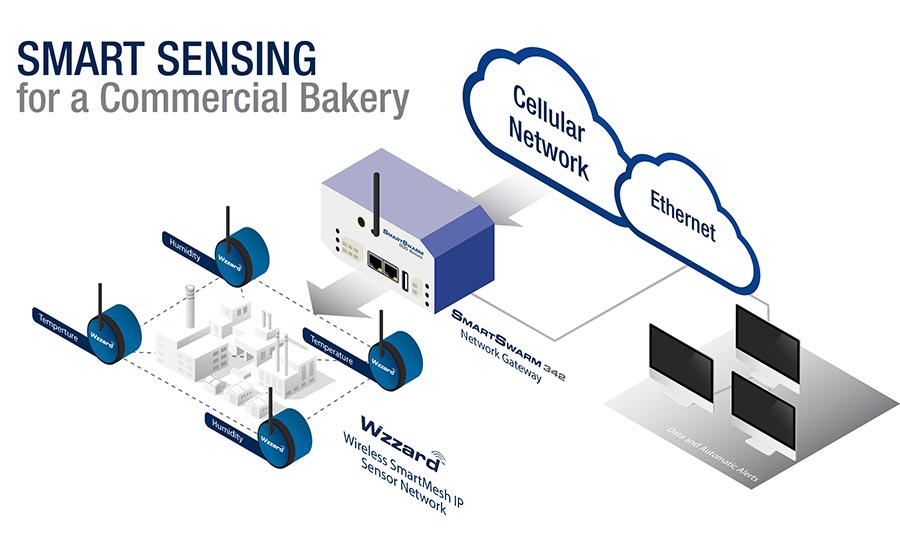
Kevin Nelson’s smart sensing solution for a demanding bakery application used moveable wireless mesh sensors, combined with cellular and Ethernet networks.
Photo courtesy of B+B SmartWorx-Powered by Advantech
If you’ve ever baked bread or iced a cake with homemade frosting, you probably know that both can be temperamental when indoor temperature and humidity are not favorable. While you may decide to wait for optimum conditions, a commercial bakery doesn’t have that option.
Advantech, a maker of monitors and terminals, industrial computers, I/O products and sensors, is no stranger to users with big problems. And Kevin Nelson, electrical engineer and product manager for wireless sensing, B+B SmartWorx-Powered by Advantech, says just when he thinks he’s heard it all, someone comes up with a new challenge.
One commercial bakery’s frosting was slumping, or running, turning icing art into blobs. The root of the problem was the facility’s fluctuating temperature and humidity conditions. Though the facility had an HVAC system, it wasn’t sufficient to correct the problem, but changes to the process itself would fix the icing problem. But the challenge was it was all guesswork.
Nelson recommended temperature and humidity sensors, and because the bakery was running on Inductive Automation’s Ignition SCADA software, it would be easy enough to use these inputs to normalize the process. There were, however, a few logistical problems. Nelson shares more of the story:
FE: Describe the facility’s space and temperature/humidity issues.
Kevin Nelson: In the bakery industry, ambient temperature and humidity have an impact on the product quality, especially in mixing, forming and packaging stages.
In the mixing process, dough temperature increases result from the action of kneading, mixing and chemical properties. Depending on the product, if dough temperature is above a certain level [each product has different levels], it will become soft and sticky. This will lead to quality and consistency problems, as well as increased waste due to contact with surfaces, such as trays, conveyors and pans, during the processing stages. That is why most of the mixers used in the bakery industry are provided with jacketed bowls to cool down the dough.
In some of the processes, yeast is used. As a live organism, yeast is sensitive to its environment. Temperatures and relative humidity levels affect how it ferments. As dough proofs, yeast produces carbon dioxide, causing the dough to rise, having a distinctive aroma and modifying its properties.
We identified 30 distinct zones within the facility where variances in temperature or humidity could affect the quality of the finished product. These included ingredient storage areas, mixers, application, packaging and finished goods storage, along with different conveyance areas. With all the metal machinery and movable carts, this made for an extremely formidable RF [radio frequency] environment.
FE: First, how many sensors were needed to provide the necessary data to input to the process controls, and second, where were they to be located? Could this have been done with PLC I/O?
Nelson: Twelve to 15 sensors were deployed in each of six facilities to provide an extremely granular measurement of temperature and humidity at each processing step, from ingredient storage to final packaging. To do this with distributed I/O wired to a PLC or other controller would have taken several hours of planning for the wire routing, programming of the PLC and low-voltage electrician time. By using wireless mesh technology, we were able to do the complete installation with low-skilled installers in approximately one-tenth of the time. Because of the self-forming, self-healing features of the wireless mesh network, it also means that adding measurements or relocating them can be done in a matter of minutes.
FE: Was it easier to use this data to modify recipes to accommodate the interior climate rather than control the HVAC system to regulate the climate?
Nelson: We took both approaches to the problem. Because the measurements are reported directly into a higher-level SCADA system, with tags automatically created, we were able to share this data with both the building automation systems and production control easily. The facilities are now armed with a better understanding of why, what, how much and when it should be modified.
FE: Since you couldn’t run lengthy wires, what were your options?
Nelson: Once [the] wires were out, there were a number of wireless technologies to choose from. We chose the wireless mesh over other options like WiFi, Bluetooth or Zigbee for several reasons. The most important is the elimination of any requirements to provide a site survey of the RF environment and to build out a powered wireless infrastructure. The nodes all act as repeaters along with data generators, so as long as there are three nodes within sight of each other, there need not be any other powered repeaters in the system. The mesh changes frequency channels and paths automatically to account for changes in [the] RF environment. We were able to wire three different facilities with 90 nodes and four gateways.
FE: You mentioned a mesh network. How many wireless transceivers (nodes) were used? How many sensors? How much plant area did they cover percentage wise?
Nelson: A mesh network is the best solution for a manufacturing plant in a continuous changing environment where new equipment/production lines and processes are deployed. We were able to cover 90 percent of the plant with 12 to 15 nodes per facility and one to two gateways. Each node has one measurement point for both temperature and humidity.
FE: A bakery can be dusty, and parts of it are probably subject to hot, caustic washdowns. Are the transceivers able to withstand these conditions?
Nelson: We used the IP 67-rated nodes so that we did not have to put them into a separate enclosure. The temperature and humidity sensor is also rated IP 67.
FE: You still have short runs of sensor wires to the transceivers where connectors and wiring are often problematic. Did this require some special engineering?
Nelson: The Wzzard nodes are provided with a sealed M12 connector for wiring to a number of different types of sensors. The hardened humidity sensor we used required some signal conditioning before going into the node. Our engineers were able to integrate the sensor and signal conditioning right into an over-molded cable so that installation is as simple as plugging in the cable.
FE: You mentioned a large number of nodes. The cost of a wireless transmitter/sensor from traditional sensor vendors could be upwards of $6,000 per for one or two process variables. How do Advantech’s costs compare as a ratio?
Nelson: We were able to implement the solution for a little over one-tenth of the cost.
FE: Does the bakery continue to use these sensors in place?
Nelson: The bakery has left these in place and continues to utilize them for process control.
FE: How did this solution work out with the Ignition software already in place?
Nelson: By using Ignition as our SCADA system, we were able to be gathering all the environmental information in a human-readable format within a day. The MQTT data stream put out by the Wzzard gateway is pre-scaled and automatically creates tags in Ignition. All we had to do was to relabel the tags with the measurement locations, and we were up and running. The Ignition system allows us to readily share data with our historian, our building automation system and our local control system.
For more information, visit advantech-bb.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!