Food Engineering’s 2020 Sustainable Plant of the Year
MycoTechnology commits to a sustainable culture

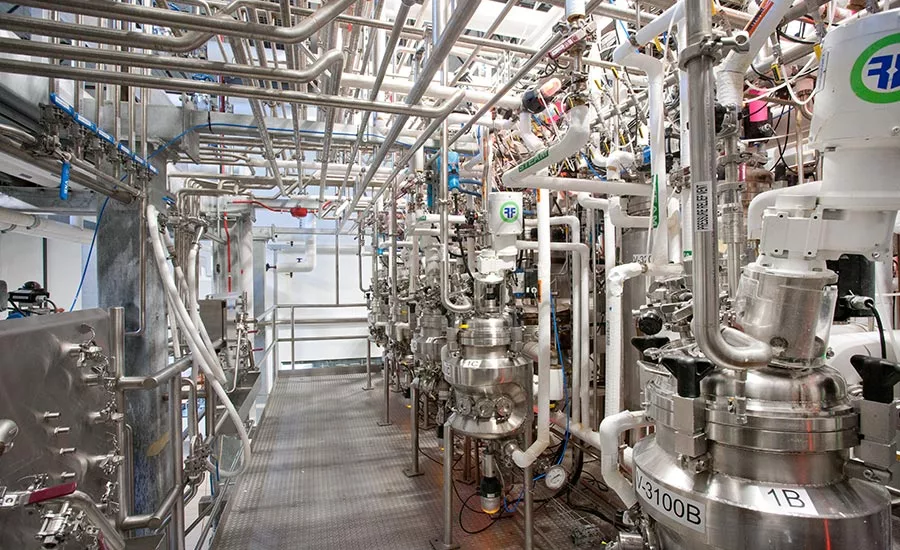
Using vertical fermentation tanks allows MycoTechnology to increase its production per square foot, resulting in a lower carbon footprint while still meeting production goals.
Photo courtesy of Joel Eden, iSitePhotos

MycoTechnology’s production facility and headquarters were designed to be expandable. The equipment room was designed to support future upgrades and additions to infrastructure to support production demands.
Photo courtesy of Joel Eden, iSitePhotos

MycoTechnology’s production facility and headquarters were designed to be expandable. The equipment room was designed to support future upgrades and additions to infrastructure to support production demands.
Photo courtesy of Joel Eden, iSitePhotos
Production space is ventilated, not conditioned, to cut down on utility usage and cost.
Photo courtesy of Joel Eden, iSitePhotos

Afer the powdered product comes out of the spray dryer, it is packaged and conveyed to the warehouse.
Photo courtesy of Joel Eden, iSitePhotos

Finished product is stored in the warehouse before being shipped. Warehouse space was designed to not only hold product, but eventually be used as part of future production expansions.
Photo courtesy of Joel Eden, iSitePhotos
Food Engineering has chosen MycoTechnology’s Aurora, Colo. plant as the winner of its 2020 Sustainable Plant of the Year award. Read on to learn more about the company’s commitment to a sustainable culture.
From the outside looking in, MycoTechnology could be any small business startup in an Aurora, Colo. business park.
Step inside and it’s an entirely different story.
Article Index:
Founded in 2013, the company produces mushroom-based ingredients for food, beverage and other nutritionally oriented companies. Its first product, ClearTaste™, was the world’s first certified organic bitter blocker, which helps reduce sugar and salt content. It also produces PureTaste™, a shiitake mushroom fermented protein powder.
Since its inception, the company has had a commitment to building a sustainability culture that runs throughout its entire infrastructure, as well as its entire workforce. Whether it’s saving energy and water, recycling materials or an employee-driven sustainability committee, sustainability is the cornerstone of MycoTechnology.
That commitment has resulted in the company earning the 2020 Food Engineering Sustainable Plant of the Year award for its production facility and corporate headquarters. MycoTechnology turned to CRB to design and build the new facility with one goal in mind: To operate in as sustainable a manner as possible.
That’s a challenging goal for any food and beverage company, because there’s a certain baseline of energy and water required for the processes. It’s an even more challenging goal for a startup company, because sustainability projects often require a large upfront investment with the payback coming over time.
But it was a critical goal for a company that uses a lot of water in Colorado, where water rights are precious and water bills can quickly become exorbitant. Even in a suburb of Denver, with all of the water infrastructure already in place, water was always going to be a big hit to the bottom line, says CRB project manager Colton Koncak.
“If you do this same project in Kansas, you’re spending maybe 50 times less on water just for the tap fee,” says Koncak.
Water was the headliner. But every other aspect of the project offered opportunities for sustainability as well. By being bold enough to pursue them all, MycoTechnology was able to build not just a sustainable plant, but a sustainability culture.
Water shortages
It may seem strange to those in other parts of the country, but water is top of mind for anyone in Colorado and similar parts of the country. Growth, droughts and a naturally dry climate mean water has to be carefully managed for both business and personal use. Being in a suburban setting meant that MycoTechnology didn’t have to obtain water rights for the property, but it also meant working with the city water utility to try to save money by using less water.
In contrast to other parts of the country, water is the No. 1 utility concern for MycoTechnology, says COO Rick Becker.
“Water is expensive out here,” says Becker. “Water is definitely one we cost pay attention to. Natural gas prices aren’t what they used to be, so obviously there’s less attention on gas and more attention on water in Colorado.”
Saving water is a tricky task for a company that uses a considerable amount of water in its processes, which MycoTechnology does. The Aurora plant produces PureTaste and ClearTaste in fermentation tanks, and the fermentation and production processes demand a baseline of water usage to be conducted properly. So the challenge was to find ways to save water, which in turn leads to saving money. With water being so expensive, any savings were going to be a big boost to the company’s financial standing, which is crucial for a startup to keep under control.
“We were aware the water part of this was going to be important,” says Koncak, “but until we were able to dig into the details and really understand the usage and how much we needed, that’s when we realized this is becoming top priority. “
The other piece of the challenge is that regulatory and food safety requirements mean you can’t just use any water for any task while producing food or ingredients. The incoming water has to meet certain standards, while any water that is reclaimed probably isn’t going to meet those standards, so it can’t be reused in the process.
But it can be reused in other ways, and MycoTechnology aggressively sought out those ways. Before the product goes into the spray dryer, it goes through a multi-effect vacuum evaporator to be concentrated.
Water (as process condensate) is captured from the vacuum evaporator and used as the make-up water for the fluid coolers. Up to 66% of the process water is reclaimed through this approach.
“It’s back into the process; you can’t just take the wash water or the condensate water off the process and just go right back into the process,” says Koncak. “We’re kind of reengineering that and saying ‘OK, we’re going to go back into the cooling part of the facility and support it from that facet.’ It still supports the process overall, just in a different fashion. It doesn’t touch the product directly, but it does in terms of the utilities that support the fermentation process and the sterilization process of their product.”
At peak production, the water saving strategies cut about 15,000 gallons per day. That’s a big boost for any company, much less for one that is still operating as a startup.
Energy efficiency
Water isn’t the only area where the company is operating in a sustainable manner. As Becker points out, natural gas prices are lower than they used to be, but that doesn’t mean they can be completely ignored. Energy efficiency is another piece of MycoTechnology’s sustainability puzzle.
“If you want to be in business and be a low-cost producer, you must keep in mind the cost of energy and make sure that in everything you do, you’re running very efficiently,” Becker says.
The facility contains a number of different types of spaces: Office and conference space, lab space, production areas, packaging lines and warehouse space. All of those spaces have different requirements for HVAC and lighting, which means different energy requirements. Through use of LED lighting and motion sensors, the plant uses 50% less energy on lighting than the energy code allows for building of its type.
The HVAC system was a trickier challenge, because the difference in needs between the warehouse and the offices is dramatic. To handle that, CRB and MycoTechnology’s engineering teams took advantage of Colorado’s climate by incorporating outside air whenever possible. Air-side economizers use outside air to help cool the building; they require the air to be at an acceptable dew point, but Colorado’s naturally dry climate helps with that. If the temperature outside is cold enough to be below the air handler supply temperature, the outside air is modulated so it can be used to help with cooling, but avoiding the need to be reheated.

Photo courtesy of Joel Eden, iSitePhotos
The needs of each space were also considered individually. As previously stated, there are a lot of different climates needed in different areas of the plant, so they were evaluated and the HVAC support was designed on a case-by-case basis.
“What are the true needs of the areas?” says Koncak. “We are trying to make a product here, so let’s focus on that. How many people are going to be working in this space? Do they have smocks on, do they have uniforms on, are they going to be insulated so they need some more conditioning?”
As an example of this, consider the office space versus the production space. On the office side, a variable refrigerant flow (VRF) system conditions the workspaces to keep them comfortable for employees. The system can simultaneously heat and cool while incorporating outside air, and it doesn’t require large distribution ducts.
On the production space, the decision was made to go with ventilation only. Not conditioning the space saves energy and allowed for the elimination of an air handler. The plant includes 55,000 square feet that doesn’t have any active heating or cooling.
The climate can also be controlled independently in all of the different types of spaces, says MycoTechnology engineering manager Jason Ivanic.
“Each thermostat has its own heating and cooling capability so that we have a very flexible, very efficient system where each space can be well controlled and very efficiently controlled,” says Ivanic.
Sustainable process
The physical infrastructure and managing a comfortable climate are important aspects of MycoTechnology’s sustainability plan, but the biggest driver of utility usage—and therefore spending—is the process. In addition to the water required, the fermentation, drying and packaging processes require a lot of energy, which means that no matter how much attention was paid to the building, what was happening inside it was going to be critical.
One big area of focus was on heat recovery. There are a number of different ways the company utilizes heat from one area or part of the production process in another, says Ivanic.
“It can be a little tricky when we have batch and continuous operations, so sometimes it’s a little more costly on the front end, but there are very big paybacks on that,” he says. “On a lot of our major unit operations, our utility consumption was reduced by 50% with heat recovery techniques.”
Some of the ways the company is recovering heat include:
- The continuous sterilization unit, which uses 50% as much steam, cooling and chilled water services as a system without heat recovery would
- A multiple effect evaporator, which uses hot vapor from the first stage to heat the second stage, cutting steam usage by 45%
- The spray dryer uses a heat exchanger to recover heat from the exhaust air to preheat the inlet air, cutting natural gas usage by up to 40%
- And boiler heat recovery, using an exhaust stack economizer to preheat make-up water, a blowdown heat exchanger and a steam condensate return system
Process equipment design included sustainability considerations beyond the utility usage. The product goes through a multistage fermentation process, which requires tanks for each stage. The plant is 86,000 square feet, which is not huge by food and beverage plant standards. But the plant has a lot of vertical space, which the company and CRB took advantage of by installing vertical fermentation tanks. That allows for more production per square foot than horizontal tanks would, allowing the company to meet its production goals and produce 4,000 metric tons of fermented protein each year with a smaller carbon footprint.

Photo courtesy of Joel Eden, iSitePhotos
A robust automation and control strategy also meets the dual goals of production and sustainability. From a central control room, a single operator can control every aspect of the production process but packaging. Variable-frequency drives are standard throughout the process, and motor speed control can be optimized. The control room setup also produces historic data reporting and analysis to allow for evaluation and adjustments as needed to stay within the targeted operating parameters.
The fermentation process has exacting requirements for temperature, agitation and pressure, and automating those settings ensures they are correct for the process while using as few resources as possible.
“The process was going to be what the process is,” says Koncak. “We’re not going to get away from having these utilities to support MycoTechnology’s process.”
Sustainability culture
The commitment to sustainability extends beyond just the process, says Becker.
“It’s a culture here at MycoTechnology,” he says.
The company has an employee-driven sustainability committee, which meets regularly and looks for new ways to improve upon its sustainability goals. Recycling is a major consideration, as is cutting down on the amount of waste generated in the first place. That focus even extended to the construction process, as more than 15 tons of construction materials were recycled.
One other aspect of sustainable thinking was taking the possibility of future expansion into consideration during design and construction. The space and the equipment in it were designed to meet current production needs as well as allowing for expansion, so the company can grow within its current space instead of having to expand or build new.
That required a lot of conversations about how far to go, says Koncak. Would it be as simple as adding flanges and valves to utility pipes, or would it require more of an upfront investment for larger equipment? In many cases, the solution was to install equipment to meet current needs, such as a boiler, but to also find a spot for installing new or larger equipment when the time comes.
From design to construction to operations and future planning, MycoTechnology’s commitment to sustainability and environmental stewardship is a fundamental aspect of the company. By using a sustainable ingredient, operating in a sustainable way and constantly looking for ways to improve, the company has put itself in a position to meet the dual challenges of meeting customer needs and sustainability goals.
That requires a lot of work and a lot of buy-in from investors, corporate leadership and employees. But Becker sums it all up in an appropriately efficient manner:
“You must focus on details.”
For more information:
MycoTechnology, www.mycotechcorp.com
CRB, www.crbgroup.com/food-beverage
To submit entries for the 2021 Plant of the Year and Sustainable Plant of the Year awards, download the entry form here.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






