2024 Top Products
FOOD ENGINEERING’s Top 10 New Plant Products of 2024
December 16, 2024
2024 Top Products
FOOD ENGINEERING’s Top 10 New Plant Products of 2024
December 16, 2024

10. Circle Packaging Machinery’s V24Sti Large Volume VFFS
Circle Packaging Machinery Inc.’s V24Sti handles large volume filling with three-side seal and traditional stick pack-style pouches. Filling capability includes thin to viscous liquids and free-flowing to non-free flowing powders. The company says its eight-lane machine provides efficient and high tolerance auger filling of 40 grams of powder at 75 cycles per minute (600 pouches per minute). The stainless-steel constructed machine, with FDA-approved product contact parts, offers an Allen-Bradley PLC control system.
Additional capabilities include the ability to incorporate typical manufacturing options, such as online date coding, data gathering, etc., along with customizing integrations based on customer needs.

9. ÉLITER’s Stainless Steel Gran Sonata Balcony Cartoner
ÉLITER Packaging Machinery introduced a full stainless steel washdown version of its latest Gran Sonata Balcony Cartoner.
The machine´s construction offers hygienic features to serve as the packaging end-of-line for the food industry where the ease of cleaning and hygiene are prioritized. It features a dual-axis racetrack collator and an extended carton hopper that is capable of carrying approximately 2,000 pieces of carton blanks, facilitating feeding the hopper with blanks during the machine’s operation and at the end-user’s production shifts.
The collation system is capable of paralleling multiple primary packaging products and feeding them toward the cartoner. Following this step, the machine can load them into a shelf-ready packaging carton and finish the closure by applying adhesive from the Focke Meler glue melting system.
The machine is joined by S7-1515 2PN PLC and 13+ axis of servo drive systems from SIEMENS for reliable and stable control. The machine offers the availability of recipe-based and motorized changeover for minimized downtime and minimal manual intervention. With an incorporated remote access device, the manufacturer is able to offer support for the control system and program, as well as offer a diagnosis from a distance for quick technical support.

8. Donaldson’s Dalamatic G2 Smart Collector
Donaldson Company, Inc. introduced the Dalamatic G2 Smart Collector. Engineered to work with materials that create sticky or agglomerative dust, the Dalamatic G2 dust collector includes patented Dura-Life bag filters. The envelope shape allows for greater bag movement to dislodge challenging dust cakes and helps provide twice the life of a standard 16-oz. polyester bag.
The system’s radial seal filter design and fixed cages can help reduce the time for filter changeouts by up to 75%, compared to earlier designs. The filters also contribute to improved pulse cleaning, which results in extended bag life, less maintenance and energy savings.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!
The Dalamatic G2 Smart Collector is also integrated with Donaldson’s iCue Connected Filtration Technology, which tracks collector performance to deliver real-time analytics to help maximize uptime, increase maintenance efficiency and manage critical compliance data.

7. Leuze’s 53C and 55C Sensors
Leuze’s 53C and 55C Sensors feature a housing made of V4A stainless steel and a glass-free, scratch-resistant optics cover. The sensors can withstand demanding cleaning and disinfection cycles, as well as large temperature fluctuations.
The 53C and 55C series can be used as through beam photoelectric sensors, retro-reflective photoelectric sensors or diffuse sensors. Depending on the model, Leuze solutions can detect glass, PET, film or small parts. The fill level of aqueous liquids can also be detected. The 53C and 55C sensor series are dustproof and waterproof and meet the requirements of protection classes IP67, IP68 and IP69K. The housing is designed to prevent bacterial carry-overs and contamination. Smooth contours without fastening holes prevent deposits.

6. Vogelsang USA’s RedUnit XRL260 Grinder
Vogelsang USA brought its largest format grinding system, the RedUnit XRL260, to North America. The company’s largest hopper-fed grinder is designed to reduce large quantities of solid waste material quickly. The RedUnit XRL260 features two 50 hp geared motors capable of handling up to 130 cubic yards of solid waste per hour (100 m3/h). The 5-ft. by 2-ft. inlet handles whole hogs and higher volumes of waste material. The achievable output is geared at fitting a gap in the market overwise requiring multiple grinders or inefficient, high-maintenance hammer mills. Units are available in different sizes with various blade options, offering continuous height adjustment.
Among the features of the XRL260 is its side-entry maintenance design, engineered to provide quick and safe access to the grinder's cutting elements. A “side flap” is easily opened to remove foreign objects, typically allowing one person to dismantle the one-piece cutting rotors. This ensures maximum uptime and quick, cost-effective maintenance.

5. APV’s Seamless Infusion Vessel
SPX FLOW’s APV brand released the Seamless Infusion Vessel to help ultra high temperature (UHT) infusion systems have longer running times, less product waste and more yield. UHT infusion systems process many products, including dairy (milk, cream and ice cream), plant-based beverages (soy, oat and almond drinks) and specialized nutrition foods (liquid meals, protein drinks and infant formula).
Instead of the traditional clamp connection, the seamless connection links the vessel bottom and pump housing in UHT infusion systems without a sealing gasket and has better water-cooling on the pump casing and impeller. This results in:
No product build-up and decreased product loss: With less fouling, there are fewer stoppages for cleaning in place (CIP), which can take up to two hours per cleaning.
Longer production runs before cleaning: Systems have shown 20% longer running time using the Seamless Infusion Vessel. That’s an estimated 100 additional production hours and approximately 1.3 million more liters of milk produced yearly for a 12,000-liter-per-hour plant.
Increased system efficiency and overall sustainability: In a plant that can produce 12,000 liters per hour, this means 30 fewer CIP cycles per year, which lowers product waste, energy, water and detergent consumption.

4. Danfoss’ BOCK HGX56 CO2 and PSH Compressors
Danfoss’ BOCK HGX56 CO2 T 6-cylinder semi-hermetic reciprocating compressor for large-capacity industrial heat pumps and the PSH scroll compressor for reversible rooftop units and hydronic systems in cold climates, offer extended compressor ranges to help OEMs accelerate the green transition for comfort and industrial heat pumps.
Ideal for large-capacity heat pumps, the 6-cylinder semi-hermetic BOCK HGX56 CO2 T achieves water temperatures up to 90°C/194°F and offers an efficient alternative to ammonia and synthetic refrigerants.
The new PSH scroll range compressor is ideal for North American reversible rooftop units and hydronic heat pump systems with higher discharge gas temperature limits. Featuring liquid, vapor and wet injection, it comes with a full package of qualified components to manage the injection and delivers year-round comfort with a water-supply temperature of up to 65°C/149°F. The versatile PSH scroll range is optimized for new-generation systems transitioning to lower GWP options like R454B.
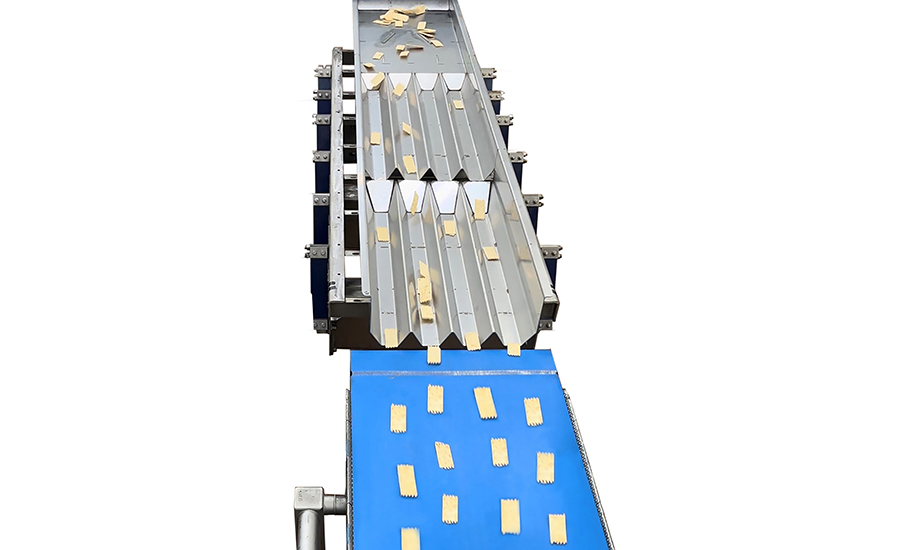
3. Key Technology’s Vibratory Conveying Systems
Key Technology, a member of the Duravant family of operating companies, introduced vibratory conveying systems designed to feed pick-and-place robots on packaging lines. Each series of integrated conveyors meters, separates, singulates and/or aligns product, depending on the application, to provide product separation, speed and orientation for ideal presentation to the robotic system for pickup.
Suitable for primary or secondary packaging, these systems can handle frozen foods such as potato products, meat, poultry and seafood, as well as dry products such as cookies, pet treats, confectioneries and snacks.
The integrated conveying system often begins with an optional shaker or belt conveyor to meter product, if needed. Then, a separating shaker evenly spreads product, followed by a singulating shaker that directs product into single-file lanes. The next shaker aligns the product in the correct direction, if required, and achieves the optimal speed to feed one or more pick-and-place robots, which are installed on one or both sides of the conveyor. Products that are not picked up by the robots can either be collected in a hopper or recirculated to the beginning of this system.

2. Allpax’s Automated Pouch Loading and Unloading System
Allpax, a ProMach brand, delivered a high-speed automated pouch loading and unloading system to a customer to feed an existing bank of Allpax retorts.
At the load cell, the automated system uses Delta robots to orient and form a pattern of unprocessed pouches, and then uses 6-axis robots to pick and place full patterns of pouches onto self-stacking trays at a rate up to 200 pouches per minute. A secondary 6-axis robot is used to stack the trays on top of each other, and then the tray stack is conveyed out to an existing shuttle system that feeds the retorts. After the pouches have been retorted, the shuttle transports the tray stacks to the unloading cell. Trays are de-stacked by a 6-axis robot and the full pouch pattern is removed from the tray by another 6-axis robot and placed onto a mass take-away conveyor.
As the pouches are moved down the mass conveyor, one row of pouches is discharged at a time to form a single lane of pouches, which are then sent to the packaging line. The 6-axis robot flips empty trays over to ensure there aren’t any remaining pouches. The robot then re-stacks the empty trays so that complete tray stacks can be automatically returned to the load cell for use in loading the next batch of unprocessed pouches. Full automation maximizes output while reducing headcount in the retort room and lowers the risk of damage to the packages and trays compared to manual loading and unloading operations.
This scalable and customizable system integrates the robotic tray loading and unloading cells with an automated tray tracking system to ensure unprocessed tray stacks of pouches can’t be sent to the unloader cell without being fully processed in the retorts. The latest generation of Allpax automation controls are employed and are integrated with the retort process controls.

1. Heron Innovators’ Suspended Air Flotation System
Heron Innovators introduced its advanced Suspended Air Flotation (SAF) system for solid/liquid separation in the food, dairy and animal products industries. The system is designed to enhance separation efficiency, resulting in cleaner effluent and drier skimmed solids. Additionally, it can also reduce operating costs through lower energy consumption, decreased flocculant and coagulant usage, and reduced operator attention and maintenance requirements. SAF systems occupy a small footprint while increasing hydraulic flow and solids loading capacities.
Heron Innovators offers custom designed systems that are plumbed, wired and tested with flotation and ancillary equipment all on a single skid. The SAF system installations are custom fabricated from type 304 stainless steel. Standard system features include a Suspended Air Generator, ClearMixer, ClearFloater (flotation cell), serpentine-style floc mixer, influent flow meter and process control panel. If needed, coagulant metering pump, polymer dilution system, chemical staging, pH sensor/controller and acid/base metering pumps can be supplied as options.
SAF systems are available in sizes ranging from 50 gallons per minute (gpm) to greater than 8,000 gpm. Smaller flows can be treated by batch processing. Skid-mounted systems are available with capacities from 50 gpm to 2,800 gpm.







