Green Series
Achieving Zero Waste
Food and beverage manufacturers continue sustainability efforts by minimizing byproducts, composting waste, recycling processing and packaging materials, and conserving energy and water.


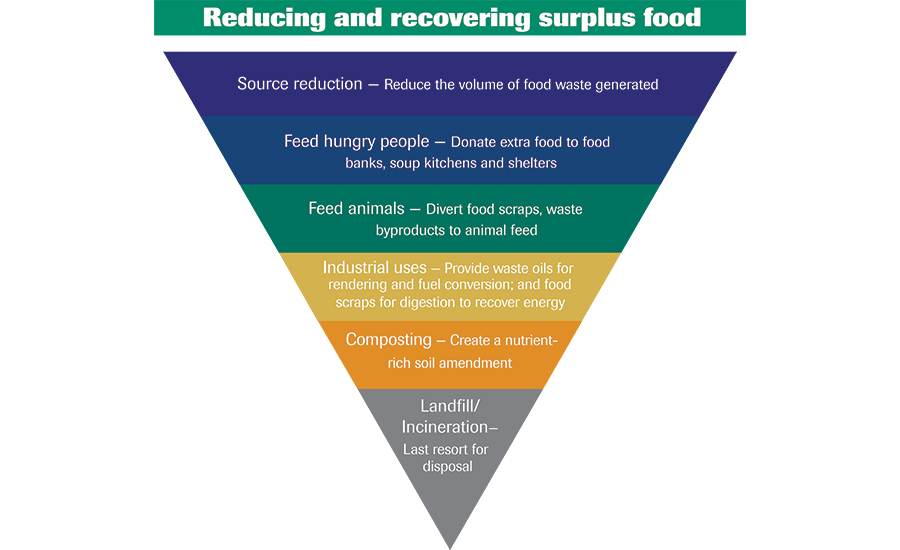
Surplus food, byproducts and organic waste can be beneficially used in a variety of ways. The Food Recovery Hierarchy prioritizes methods of reducing food waste from most desirable (top) to least desirable (bottom). Source: EPA.

Rather than send food to a landfill, it can be donated to food banks and services that feed the poor. BJ’s donates food to The Soup Kitchen. Source: BJ’s.

BJ’s Uxbridge, MA distribution center has solar panels mounted to its roof to generate power for facility usage. Source: BJ’s.

By February 2015, all 10 Mars Chocolate manufacturing operations in North America achieved zero-waste to landfill status. Mars Drinks not only achieved zero-waste to landfill, it has cut fossil fuel use and water consumption by 23.3 and 61 percent, respectively. Source: Mars Chocolate NA.

Many federal and state-run agencies, such as RecyclingWorks in Massachusetts, help processors get started on recycling programs for food waste and other waste products. Source: RecyclingWorks in Massachusetts.

Separating paper and plastic for recycling is a good way to get started on the zero-landfill path. Non-recyclable materials can be sent to a waste-to-energy facility. Source: West Liberty Foods.
Manufacturers looking to improve their sustainability are wise to remember the three R’s of waste management: Reduce, Reuse and Recycle. Obviously, reducing the amount of waste sent to landfill is not only good for our planet, generating less waste means less money spent on energy, ingredients, packaging and waste removal services. Plus, reusing water saves on a dwindling resource. And, composting waste and recycling processing and packaging materials can be a money saver/generator.
Article Index:
- Start out simple
- Process waste
- Right-sized packaging saves product, materials
- Achieving zero waste
- Organizing for zero landfill
Apparently, food and beverage processors are on the right sustainability track. According to the Pure Strategies 2015 survey, “The Food and Beverage Industry: Advancing on the Path to Product Sustainability,” 100 percent of the surveyed processors had product sustainability goals in 2015, compared to 82 percent in 2013. Of the food and beverage companies engaged in product sustainability, 95 percent (up from 68 percent in 2013) have moved beyond just exploring what product sustainability means and are evaluating sustainability and/or integrating sustainability into products. In addition, the study found this increased sustainability activity has generated significant business benefits; more processors have achieved value through risk reduction, productivity and growth opportunities. But, employee engagement tops the list of reported benefits, driving productivity through improved retention, enhanced recruitment and efficiency gains (up to 13 percent). For more on the study, visit www.purestrategies.com.
Compared to other manufacturers, food and beverage processors face a unique problem: Excess product usually has a relatively short shelf life. This is why the EPA came up with an inverted pyramid (see graphic on this page) showing the preferred hierarchical ways of disposing of surplus product and waste. Of course, the last step any processor wants to take is sending these to a landfill, and thankfully, there are practical alternatives. For example, some options include feeding people the surplus food, using it for animals, recycling/reusing it for industrial purposes and composting it to create nutrient-rich soil.
Start out simple
Regardless of the size of your company, numerous sources for recycling are within easy reach—often in your own community. For instance, Remarkable Foods LLC (Boulder, CO), the maker of appleooz apple chips, has taken several steps to become sustainable. “We create a great deal of apple waste in our production process,” says AppleMaster Mark W. Wood. “We also use lots of cardboard boxes for our supplies.” Besides composting some of the apple waste locally, Wood exercises another option. “We donate apple peels and cores to horse rescue facilities, horse therapy farms, pig farms, goat farms and chicken farms. Cardboard boxes are broken down into flat pieces and recycled at our local waste transfer station.”
Although Remarkable Foods can’t stop the incoming flow of cardboard boxes for some ingredients, Wood has found a way to reduce their use for incoming apples. “We purchase apples in bulk, reusable containers instead of cardboard boxes.” Reuse also plays a role in storage. “We reuse cardboard boxes to store our apple chip packages temporarily before putting them into retail distribution boxes,” says Wood. Heat is reused as well. “We use the heat generated by our dehydrators to reduce heat used in our commercial kitchen.” Since Remarkable Foods is a small, community-minded company, spreading the news about its recycling efforts is important. Wood uses social media to get the word out—when he’s not visiting grocery stores and farmers’ markets.
Specific steps to take to reduce waste
The following are suggestions from the Center for EcoTechnology/RecyclingWorks in Massachusetts:
- Watch the processing line for pinch points where waste is generated (such as off-spec labeling or packaging).
- Divert off-spec materials and line flushing materials through a depackaging process and then to anaerobic digestion, animal feed or composting.
- Investigate the possibility of donating certain mislabeled products (not for ingredients).
- Maximize the recycling of empty containers, paper, cardboard and shrink wrap.
- Instruct suppliers to ship things in/on reusable gaylords/pallets and backhaul them for reuse.
- Make sure suppliers are only shipping materials that can be reused, recycled or composted.
- Watch the waste stream and work back upstream to continuously reduce what is disposed of.
Recycling also can help offset manufacturing costs. “Items such as cardboard, clean plastic, metal and paper are all commodities that can be sold to recyclers,” says Michele Boney, West Liberty Foods director of environmental, health and safety.
“Ensuring all cardboard is recycled and your facility is receiving market value is certainly the best place to start—and typically provides the greatest payback,” says John Meyer, senior director of environmental affairs and sustainability, Smithfield Foods packaged meats division. “At Smithfield, we had been doing that for years, so the next step was finding recycling/reuse alternatives for wastewater biosolids. We have utilized land application, commercial anaerobic digestion and composting alternatives to generate a 40.6 percent reduction in solid waste to the landfill in FY2014 as compared to FY2008 on a production-weighted basis.”
“Each company should assess itself by doing a ‘dumpster dive’ to determine what waste it is generating,” says Tiffany Hooser, sustainability and environmental program manager for Crystal Creamery (Modesto, CA).
Gary Hisel, senior design manager at Gray Construction, recommends doing a little basic research first. “Spend some time taking an inventory of what you send to a landfill, and then see what can be replaced with more permanent or recycled items.” Getting a handle on actual quantities is really important. “Measure, because you don’t know how much you can save until you know how much you are using,” adds Hisel. “And, get employees involved in coming up with ideas for continuous improvement on those metrics, with bonuses going to the employee or team that saves the company money.”
“Today, sustainability R&D is getting funding like never before; thus, a lot of very interesting sustainability options exist that didn’t five or 10 years ago,” says Smithfield’s Meyer. “Therefore, research the Internet, research vendors, and find new technology that delivers a competitive edge. Be sure to take lifecycle costs into account, and don’t be afraid of championing higher costs for technology that will lower your facility’s lifecycle costs significantly over 25 years.”
One relatively new technology is food depackaging, says Emily Fabel, green business program specialist at the Center for EcoTechnology. “RecyclingWorks in Massachusetts [a nonprofit environmental agency administered under contract by the center] recently hosted a WasteWise forum, and one of the presenters was Dan Bell from Agri-Cycle Energy/Exceter Agri-Energy, which started the first food depackager process in New England. A depackager is a machine that separates food from its packaging. The food waste can then be mixed with other organic waste [often manure] and fed into an anaerobic digester that produces energy. Previously, packaged food was almost always thrown away due to the difficulty of separating it from its packaging.”
Depending on your business and products, you may be able put excess food to immediate use in your community. “As a food retailer, we minimize food waste sent to landfills through our food donation program, BJ’s Feeding Communities, which was established in 2011,” says Bill Peters, BJ’s assistant vice president, safety & regulatory compliance. “To date, we have donated over 38 million pounds of food, including 7.7 million meals just this year.
“Plus, we participate in the EPA’s Food Recovery Challenge [a national initiative aimed at encouraging businesses and institutions to participate in food waste prevention, surplus food donation and food waste diversion from landfill or incineration],” adds Peters. “We also follow the EPA Food Recovery Hierarchy. Our goal is to reduce food waste and help support those who are food insecure. The EPA Food Recovery Hierarchy is a great resource to follow because it directs companies to start a program that will provide the most benefits for the environment, society and the economy.”
Process waste
Smithfield has made major progress in recycling organics and water at its plants (see “Sustainable processor of the year: Smithfield Foods embraces environmental stewardship,” FE, November 2014). But, the company recognizes work needs to be done at the farm level as well and has teamed up with EPA and several partners to recycle nutrients from livestock waste.
EPA, USDA and environmental and scientific experts have formed the Nutrient Recycling Challenge, a competition to develop affordable technologies that transform nutrients from livestock manure into fertilizer and biogas. “We recognize that focusing on innovation is the key to achieving excellence across our sustainability pillars—animal care, environment, employees, food safety and quality, and helping communities,” says Dennis Treacy, Smithfield executive vice president and chief sustainability officer. “This competition provides an opportunity to join with others in the pork and dairy industries to further advance technologies and practices that recycle nutrients.”
The Nutrient Recycling Challenge
There are four phases planned for the Nutrient Recycling Challenge, in which innovators will be invited to turn their concepts into designs and, eventually, into working technologies to be piloted on livestock farms:
- Phase I: Concept papers – November 16, 2015 to January 15, 2016
- Phase II: Designs – Spring 2016
- Phase III: Prototypes/proof of concept – Summer 2016
- Phase IV: Finalists’ demonstration pilots on farms – Spring 2017
Partners in the Nutrient Recycling Challenge
- American Biogas Council
- American Society of Agricultural and Biological Engineers
- Ben & Jerry’s
- Cabot Creamery Cooperative
- Cooper Farms
- CowPots
- Dairy Farmers of America
- Innovation Center for U.S. Dairy
- Iowa State University
- Marquette University
- National Milk Producers Federation
- National Pork Producers Council
- Newtrient LLC
- Smithfield Foods
- Strategic Conservation Solutions
- Tyson Foods
- U.S. Department of Agriculture
- Washington State University
- Water Environment Research Federation
- World Wildlife Fund
Crystal Creamery operates an industrial wastewater pretreatment system to remove organic contaminants before the clarified water is discharged to Modesto’s publicly operated treatment works. The wastewater is generated by the facility’s dairy product manufacturing processes. “The organic byproducts we remove are transported to a local dairy farm with an anaerobic co-digestion facility where they are combined with manure and other food waste to produce electricity as well as liquid and solid byproducts,” says Hooser.
The liquid portion is collected and used as the dairy’s only source of fertilizer for all its crops. The dairy, Fiscalini Farms, has not purchased or used any fertilizer other than cow manure for more than 20 years. Some of the treated solid portion is used as bedding for the farm’s livestock; the remainder will be sold as a peat moss substitute to local nurseries and turf grass growers.
Established in July 2014, this partnership between Fiscalini and Crystal Creamery is closing the loop in terms of a self-sustaining dairy. “Finding unique partnerships like this one to reuse byproducts is a win-win-win for a triple bottom line success story,” explains Hooser.
Anaerobic treatment doesn’t work just for dairy applications. “One of ADI Systems’ waste-to-energy projects was conducted at a vegetable and legume processing plant in Pennsylvania,” recalls Daniel Bertoldo, ADI process engineer. “The project objectives were to install an anaerobic digestion system that would accommodate the seasonal variations in wastewater flow and load, digest macerated food waste, ease the burden and lower the operating costs of an existing sludge system and utilize the biogas generated from the anaerobic digester.” ADI’s low-rate anaerobic BVF reactor was selected based on the processing facility’s wastewater characteristics and treatment objectives. The biogas generated from the reactor is fed to a 250kW gen-set, complete with gas drying and scrubbing capabilities. This generator converts biogas into electricity for the plant’s onsite consumption and exports excess power to the grid.
Right-sized packaging saves product, materials
Packaging can cause multiple sustainability issues. “Right-sizing bags that are vacuum sealed and then trimmed means less material to start with and less waste that will need to be disposed of,” observes Smithfield’s Meyer.
“We at West Liberty Foods continuously look at why we have waste and how we can reduce the waste at the source,” says Michele Boney. “We have used continuous improvement to assist with the reduction of wasted cartons or packaging.”
What about recycling a contaminated packaged food product? “Packaging waste in the food industry can be difficult to recycle due to contamination,” says Smithfield’s Meyer. “We have identified vendors that will accept and recycle plastics with liquid purge from incoming meat products and meat cooking bags. These used to be disposed of in a landfill.”
Sometimes, significant overall gains can be achieved from relatively small improvements. Meyer reports that one Smithfield facility redesigned a box so it closed with tabs rather than tape. Almost 7,000 pounds of material (tape) were eliminated from manufacture and disposal.
Rethinking final consumer packaging also may be a place to save materials and money. For instance, after Packaging Technology Integrated Solutions redesigned Einstein Brothers Bagels’ grab-and-go bagel buckets and incorporated unique side inserts to hold cream cheese tubs, Einstein replaced two bags, eliminated a paper liner and reduced the package’s total weight from 22 pt. to 20 pt., saving the company $400,000 to $500,000 annually in packaging costs.
Achieving zero waste
In 2015, Sunny Delight Beverages marked the five-year anniversary of its maintaining zero waste to landfill. “Achieving zero-waste to landfill was difficult, but even more challenging is maintaining zero- waste to landfill,” says Ellen Lobst, Sunny Delight chief sustainability officer and senior vice president, supply chain. “It requires creativity, innovation and tenacity from people who are passionate about environmental stewardship.”
An incremental approach for achieving zero waste may be the best option for processors with more than one location. “We have taken lessons learned from our first Smithfield Foods zero-landfill facility [Peru, IN] to show other Smithfield operating facilities that [zero waste] is indeed possible,” says John Meyer. “Then, zero-landfill initiative leaders at other operating facilities visited the Peru facility and initiated the program at their own plants. We now have four certified zero-landfill facilities, and three more that will be certified in the first quarter of 2016. To be certified under Smithfield’s zero-waste to landfill criteria, a plant must send nothing to the landfill for 12 consecutive months and be effectively cost neutral as compared to pre-landfill-free days. All our zero-landfill facilities have generated impressive cost savings.”
MillerCoors’ Milwaukee brewery and corporate offices logged their first landfill-free month in December 2014. The seventh of the company’s eight major breweries to achieve this status, the Milwaukee site reduced waste by 19 percent over the last year and now generates about 15 tons of waste per month. Waste that can’t be reused or recycled is sent to a waste-to-energy facility. “We updated our sustainability strategy to reflect our past successes and to challenge ourselves in new ways,” says Kim Marotta, MillerCoors director of sustainability.
The brewery reuses or recycles nearly 100 percent of its production waste including protein-rich residual brewer’s grain and spent yeast, glass cullet, aluminum, plastic, wood and other materials, according to Joan Meyer, environmental engineer at the brewery. “We turn waste into energy, compost and soil conditioner for our own use. And, we send the remaining byproducts to companies that use them for other beneficial purposes.”
In February 2015, all 10 of the Mars Chocolate North America manufacturing facilities achieved zero-landfill status. Since establishing its waste target in 2007, Mars Chocolate NA has driven an overall reduction of approximately 4,500 tonnes (a metric tonne = 2,204.6 lbs.) of waste each year.
In April 2015, Nestlé USA announced all 23 of its facilities were landfill free. As part of its sustainability effort, Nestlé USA continually looks for new ways to reuse, recycle and recover energy, such as composting, recycling, energy production and the provision of safe products for animal feed, when disposing of manufacturing byproducts. Employees also work to minimize byproducts and engage in recycling programs and partnerships with credible waste vendors that dispose of manufacturing byproducts in line with Nestlé’s environmental sustainability guidelines and standards. All Nestlé facilities employ ISO 14001-certified environmental management systems to minimize their environmental impact.
Water usage is another important factor in a sustainability program. “Our water use has been cut 15 percent from 2012 to 2014 per pound of product made in our facility,” says Hooser. “Several water conservation efforts were required for us to achieve this decrease. For example, when we take the water out of the milk for it to be converted into a powder or condensed form, we use a portion of this water to wash our milk cases. In 2014, a total of 28 million gallons were reused.”
Organizing for zero landfill
How do you develop a plan to create a zero-landfill program? “I would recommend starting small and doing what you can first,” offers BJ’s Bill Peters. “Perfect those programs, and set goals each year to improve. Have senior leadership buy-in and a steering committee dedicated to reducing waste as well.”
“Our company was already ISO 14001 certified,” says West Liberty Foods’ Boney. “A big part of ISO is to minimize your waste or continuously improve your processes and procedures. It also helps if you have the full commitment from top management. West Liberty Foods had a goal to become landfill free, and it took everyone to [attain] the goal.” If a processor has more than one location, Boney suggests that each location create a core team that looks at different ways to reduce waste, energy and utilities.
“The first step is to start measuring. Then, determine a benchmark,” says Crystal Creamery’s Hooser. “Once you have the data, break these numbers down into categories according to the EPA’s Food Recovery Challenge and identify your opportunities. Non-organic materials should also be categorized based on their end lives [i.e., reuse, recycle or landfill]. Once the categories are determined, look into the areas in which you can cost-effectively move up the hierarchy.”
“We started our zero-landfill journey at the Smithfield Peru, IN operating facility,” recalls John Meyer. “There, we had a seasoned, stable and energetic plant management structure, a vice president of operations who fully supported the initiative and the benefit of understanding how other facilities [not in the meat industry] had attained this goal in this geographic region.”
At the Peru facility, plant employees were excited at the prospect of becoming a zero-landfill facility and the first to achieve that status at Smithfield Foods. “We provided color-coded receptacles for various materials in convenient locations, removed open-top dumpsters and reviewed our progress with plant employees weekly. We also celebrated our successes with plant employee cook-outs and zero-landfill jackets,” adds Meyer.
Each plant needs to perform a waste sort (dumpster dive) to determine what its waste streams are, says Boney. Inviting vendors (e.g., recyclers, composters and waste-to-energy) that can assist with sorting waste into categories is a good place to start. Next, a list of the waste streams should be created and a vendor should be attached to each. Then, the vendors should be asked for advice on how each waste stream can be recycled, composted or used as energy. At this point, containers may be assigned according to the types of recycles/compost/waste-to-energy, or methods of collection if material flows are involved. Team members at each site should be trained on the use of the containers and how waste streams will be separated.
“Get [employees] involved,” says Gray’s Hisel. “And throw a monthly party or give prizes for the most efficient areas. Make recycling simple. If employees have to make an effort, they may take the easy way out.”
Finally, sometimes fresh thinking may be needed. “Get employees involved, but bring in an outside moderator to facilitate so employees will start thinking outside the box,” concludes Hisel.
For more information:
Daniel Bertoldo, ADI Systems Inc., 800-561-2831,
daniel.p.bertoldo@adi.ca, www.adi.ca
Gary Hisel, Gray Construction, 859-281-9366,
ghisel@gray.com, www.gray.com
Resources:
The Zero Waste Business Council,
www.uszwbc.org
EPA Food Recovery Challenge,
www.epa.gov/sustainable-management-food/food-recovery-challenge-frc
Sustainable Packaging Coalition,
www.sustainablepackaging.org
RecyclingWorks in Massachusetts,
www.recyclingworksma.com
ISO 14001 Environmental Management System,
www.iso.org/iso/home/standards/management-standards/iso14000.htm
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!